![]()
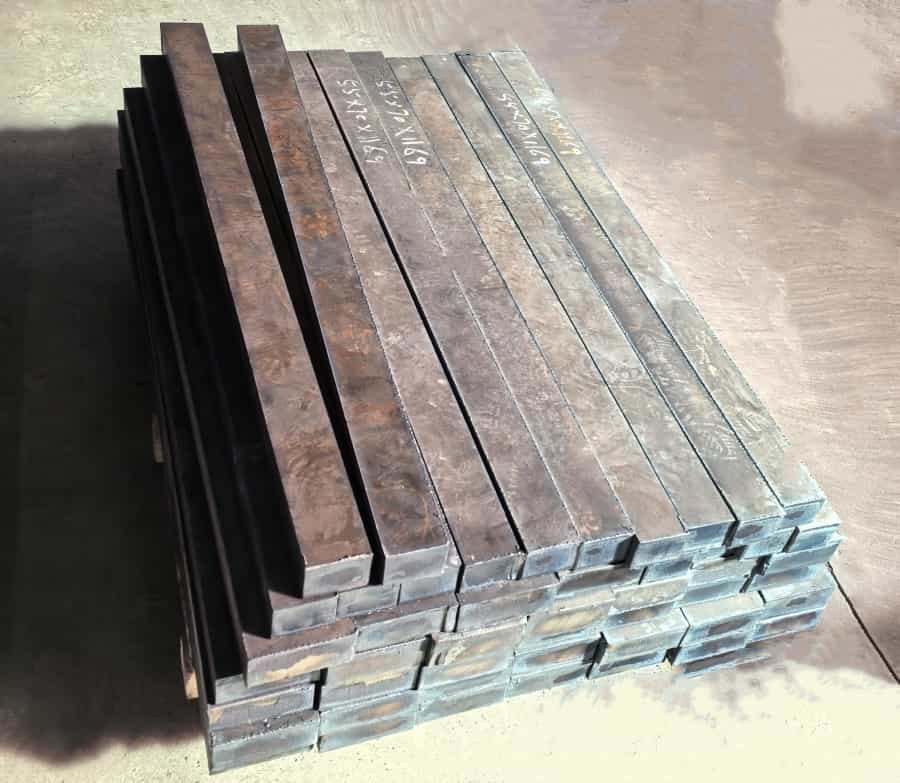
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
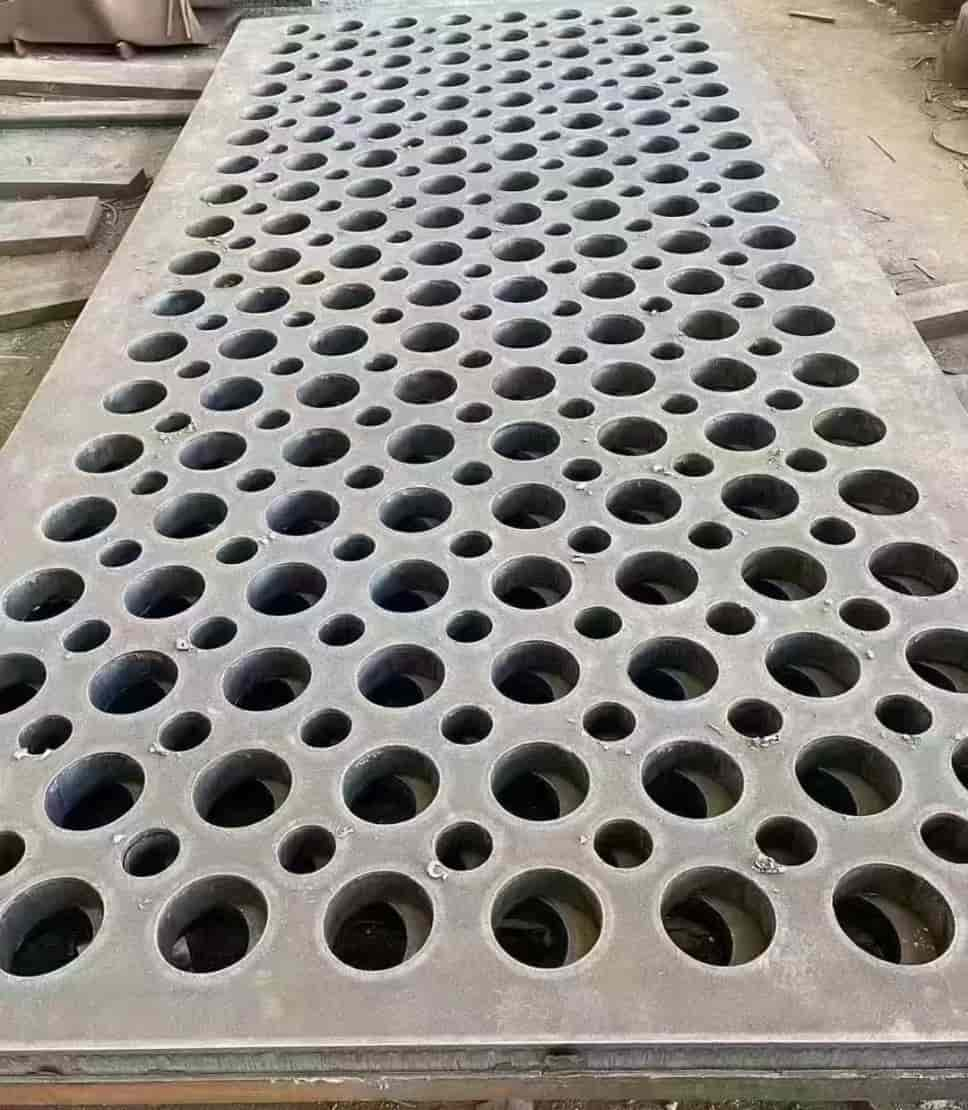
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
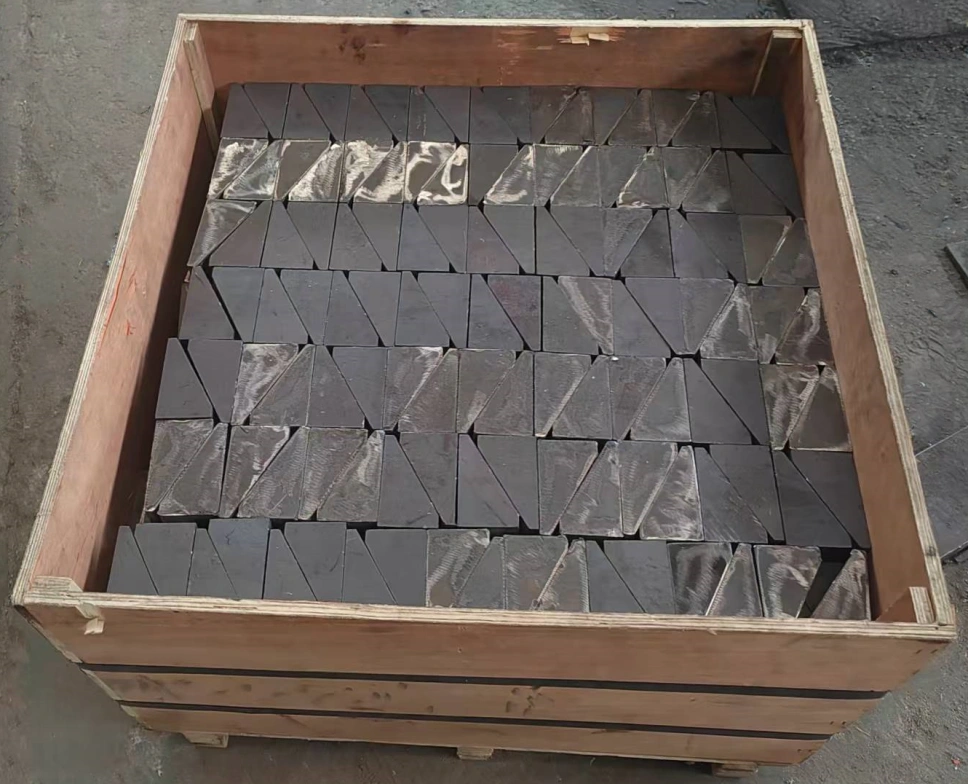
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
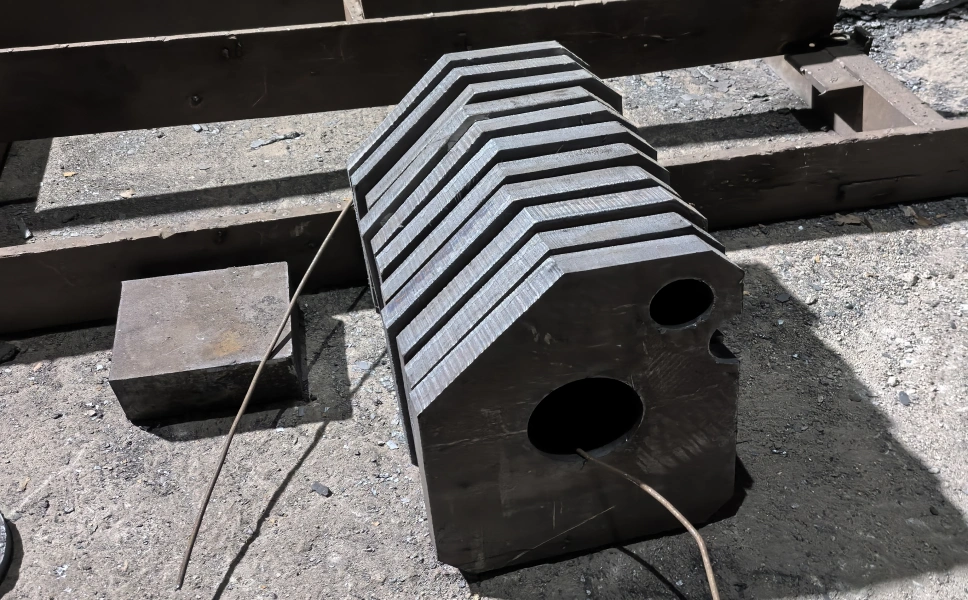
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
精加工
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
精加工
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
精加工
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
精加工
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件
![]()
舞钢钢板切割钢板数控切割钢板激光切割钢板等离子切割
切割件